Tooling (for machine shops)
Our modern life is fundamentally based around tools. The value we create in both work and personal settings is fundamentally based on using transforming something raw into something usable by other people. We, as the homo habilis, need tools to survive. Eating without a knife or fork is hard enough, but cooking without a stove or at least fire? Without tools, humans would have to spend a lot of time on basic survival. Everything would be inefficient. The small amount of food gained without tools cannot be properly utilised, as cooking aids in making otherwise inaccessible nutrients accessible.
Without tooling, society as a whole couldn't function.
I personally work with the big boys, machine tools. These commonly use quickly interchangeable tooling to create value in material working. For machine tools, there are two general types of tooling: HSS and Carbide.
HSS
HSS is a great material. It is both somewhat hard steel (not as hard as hardened tool steel though) and malleable, tough steel (like ST37/mild steel). It also is heat resistant for up to 600°C (tool steel: 200°C, then it metallurgically changes to become a softer material). HSS is truly wonderful for how much of a beating it can take compared to other ferrous metals. However, HSS needs to be professionally ground into the desired shape. Even an amount as half a degree off in the grind can cause the tool to perform in unintended ways. Also, HSS like to be run slow. Large drills truly play into the strengths of HSS (mainly toughness and springiness) but need to be run really, really slowly. A 10cm (4 bananas") drill might be run at 12 rpm, requiring metric tons of torque (probably actually a ton/metre (10.000NM)). However, drills can then take massive depth of cuts and move material the fastest out of all tools (except the saw). With lathe tools or mills however, the desired DOC is usually within a cm (from raw to finish size). Thusly, low cycle times mean high MRR mean high RPMs. HSS is simply not practical for this in a word where (lower cycle) time equals money.
However, especially if one needs a special tool in the hobby shop (for threading e.g.), they can just grind it from HSS. This is cheap and fast (-er than waiting for Amazon).
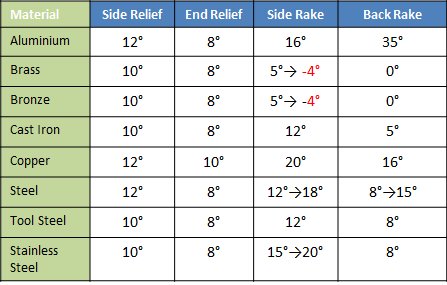
Grinding chart
This is a chart of example values for multiple materials. This is the chart I refer to when designing a new tool. I generally do end up with a little bit sharper tool, i.e. more rake. This chart is mainly here so that I can find it again ;). The values here will most likely not work for your setup, but they are a good starting point and give a general sense of the scales involved.
Carbide
Carbide follows much the same rules as HSS. Carbide is more extreme in many ways, but fundamentally works the same. Carbide is actually Tungsten Carbide, an extremely hard crystalline substance, embedded in a matrix of most often Cobalt (a somewhat tough and resilient material). These materials are glued ("sintered") together at high heat in a mold, creating a tool of any shape you want. Tool blanks may also be ground into shape, but this requires really good Diamond grinding wheels.
Effectively, with carbide you can do anything HSS can but with a lot better material. Carbide generally has both higher tool life and higher throughput (more profit through reduced cycle times). With carbide, you also get other benefits, like really fine structures with enough strength to withstand the use and abuse of cutting. These structures may be arranged as a step behind the cutting edge, clearing out chips coming from the cut. This is known as a chip breaker and especially important in sticky materials like aluminum. Aluminum tends to coil up as a razor sharp birds nest around the cutting area, this is a massive safety hazard. A chipbreaker will split up the chips into smaller chunks or at least have them cleared from the cutting area. The name of the game is often chip control rather than actual chip breaking, as chip breakers only work with very specific parameters. If it wasn't obvious, chip breakers are great but their design is effectively black magic and often highly specific for a certain application.
Inserts
Both for HSS and carbide there exists "insert tooling". The idea is to use a tool holder and a tiny interchangeable insert. The holder is simply a piece of steel with some sort of clamping mechanism. The insert is the actual tool, the thing doing the work. It has a prefabricated cutting edge and can be installed with (usually) the turn of a screw. This allows for a lot of modularity and customisability in tooling and also allows you to replace worn out inserts that are at the end of their service life easily. This is cheaper than always buying new tools. Inserts are predominantly carbide, although some HSS inserts do exist and are also useful, especially with special threads like ACME. Nowadays, carbide insert tooling is the king of manufacturing (and just that nice and simple to use).